الشفاه القياسية


- BOBERRY
- الصين
- 15-30 يومًا
- 150-200 طن / شهر
الشفاه المعيارية:
اتصال الحافة المعياري الوطني هو تثبيت أنبوبين أو تجهيزات أو تجهيزات للأنابيب على شفة ، وبين الحافتين ، مع منصات شفة ، مثبتة معًا ، ووصلة مكتملة. تحتوي بعض التركيبات والمعدات على حواف خاصة بها وهي ذات حواف أيضًا.
اتصال شفة هو وسيلة اتصال مهمة لبناء خط الأنابيب. اتصال الحافة سهل الاستخدام ويمكنه تحمل الضغوط الكبيرة. تستخدم وصلات الشفة على نطاق واسع في الأنابيب الصناعية. في المنزل ، يكون قطر الأنبوب صغيرًا ومنخفض الضغط ، ولا يكون اتصال الحافة مرئيًا. إذا كنت في غرفة مرجل أو موقع إنتاج ، فهناك أنابيب ومعدات ذات حواف في كل مكان.
وفقًا لنوع الاتصال لشفة الاتصال يمكن تقسيمها إلى: شفة الأنبوب المتكاملة ، شفة الأنبوب الفولاذي ، شفة الخيوط ، شفة اللحام الانزلاقية ، شفة اللحام بالمقبس ، شفة مفصل اللفة ، شفة اللحام ، الشفة العمياء ، طوق عنق اللحام ، إلخ.
النظام القياسي الدولي للشفاه
هناك نظامان رئيسيان لمعيار شفة الأنبوب الدولي ، وهما نظام شفة الأنبوب الأوروبي الذي يمثله DIN الألماني (بما في ذلك الاتحاد السوفيتي السابق) ونظام شفة الأنبوب الأمريكي الذي يمثله شفة الأنبوب ANSI الأمريكية. بالإضافة إلى ذلك ، هناك شفة أنابيب JIS اليابانية ، ولكنها تستخدم بشكل عام فقط للأعمال العامة في مصانع البتروكيماويات ، ولها تأثير ضئيل دوليًا. الآن أدخل الشفاه الأنبوبة الوطنية على النحو التالي:
شفة أنبوب النظام الأوروبي ممثلة بألمانيا والاتحاد السوفيتي السابق.
معيار شفة أنبوب النظام الأمريكي ، يمثله ANSI B16.5 و ANSI B 16.47.
معايير شفة الأنابيب البريطانية والفرنسية ، لكل منها معياران شفة غلاف.
باختصار ، يمكن تلخيص المعيار الدولي لشفاه الأنابيب على أنه نظامين مختلفين لشفة الأنبوب غير قابلة للتبديل: نظام شفة الأنبوب الأوروبي الذي تمثله ألمانيا ؛ وتمثل الولايات المتحدة الأخرى. نظام شفة الأنبوب الأمريكي.
IOS7005-1 هو معيار صادر عن المنظمة الدولية للتوحيد القياسي في عام 1992. هذا المعيار هو في الواقع معيار لشفاه الأنابيب يجمع بين سلسلتين من شفة الأنابيب من الولايات المتحدة وألمانيا. تختلف وصلات شفة الأنبوب للنظامين في الحجم ولا يمكن مطابقتها.
تعتبر حواف الأنابيب في النظامين هي الأكثر ملاءمة وفقًا لمستوى الضغط ، أي أن النظام الأوروبي هو 0.25 و 0.6 و 1.0 و 1.6 و 2.5 و 4.0 و 6.3 و 10.0 و 16.0 و 25.0 و 32.0 و 40.0 ميجا باسكال النظام الأمريكي 1.0 ، 2.0. ، 5.0 ، 11.0 ، 15.0 ، 26.0 ، 42.0 ميجا باسكال.
عملية الإنتاج
تنقسم عملية الإنتاج بشكل رئيسي إلى أربعة أنواع: التشكيل ، الصب ، القطع والدرفلة.
صب شفة وشفة مزورة
يتم صب الشفاه ، وشكل الفراغ دقيق ، وحجم المعالجة صغير ، والتكلفة منخفضة ، ولكن هناك عيوب في الصب (المسام ، والشقوق ، والشوائب) ؛ التدفق الداخلي للمسبوكات ضعيف (إذا كان جزء القطع ، يكون نوع الانسياب أسوأ) ؛
تحتوي الفلنجات المزورة بشكل عام على محتوى أقل من الكربون مقارنة بالفلانشات المصبوبة وليست سهلة الصدأ. تتمتع المطروقات بشكل انسيابي جيد وهيكل مضغوط وخصائص ميكانيكية أفضل من الشفاه. إذا كانت عملية التزوير غير صحيحة ، فستظهر حبيبات كبيرة أو غير مستوية ، وستحدث تشققات صلبة. أعلى من شفة الزهر.
يمكن أن تتحمل المطروقات قوة القص والشد أعلى من المسبوكات.
ميزة الصب هي أنه يمكن أن ينتج شكلًا أكثر تعقيدًا والتكلفة منخفضة نسبيًا ؛
ميزة التزوير هي أن الهيكل الداخلي موحد ، ولا توجد عيوب ضارة مثل المسام والشوائب في الصب ؛
يختلف عن عملية الإنتاج ، والفرق بين شفة الزهر وشفة الحدادة ، مثل شفة الطرد المركزي ، هو أحد شفة الزهر.
شفة الطرد المركزي تنتمي إلى شفة الإنتاج لطريقة الصب الدقيقة. هذا النوع من الصب أرق بكثير من هيكل صب الرمل العادي ، ويتم تحسين الجودة كثيرًا. ليس من السهل أن تواجه مشاكل مثل البنية الفضفاضة والمسام والتراخوما.
بادئ ذي بدء ، نحن بحاجة إلى فهم كيفية إنتاج شفة الطرد المركزي ومعالجتها عن طريق صب الطرد المركزي لصنع شفة لحام مسطحة. يتميز المنتج بخطوات العملية التالية:
1 يتم صهر فولاذ المادة الخام إد في فرن كهربائي متوسط التردد لجعل درجة حرارة الفولاذ المصهور تصل إلى 1600-1700 درجة مئوية ؛
2 تسخين القالب المعدني إلى 800-900 درجة مئوية للحفاظ على درجة حرارة ثابتة ؛
3 قم بتشغيل جهاز الطرد المركزي ، وحقن الفولاذ المصهور في الخطوة 1 في القالب المعدني بعد التسخين المسبق في الخطوة 2 ؛
يتم تبريد 4 مصبوبات بشكل طبيعي إلى 800-900 درجة مئوية لمدة 1-10 دقائق ؛
5 تبرد بالماء بالقرب من درجة الحرارة العادية ، إزالة القالب لإزالة الصب.
دعونا نلقي نظرة على عملية إنتاج الشفاه المزورة:
تتكون عملية التزوير بشكل عام من الخطوات التالية: تقطيع البليت والتدفئة والتشكيل والتزوير والتبريد عالي الجودة. عملية التزوير مجانية ، تزوير يموت وتزوير الفيلم. في وقت الإنتاج ، يتم تحرير طرق تزوير مختلفة وفقًا لجودة المطروقات وعدد دفعات الإنتاج. إنتاجية التزوير المجانية منخفضة ، وبدل المعالجة كبير ، ولكن الأداة بسيطة والتنوع كبير ، لذلك يتم استخدامها على نطاق واسع لتزوير قطعة واحدة ومجموعة صغيرة من المطروقات بشكل بسيط. تشمل معدات التزوير المجانية المطرقة الهوائية ومطرقة الهواء البخاري والمكبس الهيدروليكي ، وهي مناسبة لإنتاج المطروقات الصغيرة والمتوسطة والكبيرة. تزوير القالب لديها إنتاجية عالية ، عملية بسيطة ، وميكنة سهلة وأتمتة.
العملية الأساسية للتزوير الحر: عند التزوير الحر ، يتم تشكيل شكل التزوير تدريجيًا ببعض عمليات التشوه الأساسية. العمليات الأساسية للتزوير الحر هي الإزعاج والإطالة واللكم والانحناء والقطع.
الإزعاج الإزعاج هو عملية يتم فيها تزوير المادة الخام في الاتجاه المحوري لتقليل ارتفاعها وزيادة المقطع العرضي. يستخدم هذا الإجراء عادة لتزوير فراغات التروس والمطروقات الأخرى على شكل قرص. تقسم الصعود والهبوط إلى نوعين: كل الإزعاج والتزوير الجزئي.
تطويل عملية التطويل هي عملية تزوير تزيد من طول الفراغ وتقلل من القسم. وعادة ما يتم استخدامه لإنتاج فراغات العمود ، مثل مغزل المخرطة وقضبان التوصيل.
اللكم عملية تزوير تقوم فيها اللكمة بلكم ثقب من خلال ثقب أو ثقب بدون استخدام لكمة.
الانحناء عملية تزوير تقوس البليت إلى زاوية أو شكل معين.
Torting عملية تزوير تقوم بتدوير جزء من فراغ بالنسبة لجزء آخر بزاوية معينة.
قطع عملية تزوير قسمة الفراغ أو قطع المواد.
يموت تزوير
يشار إلى تزوير القالب بشكل جماعي باسم تزوير النموذج ، ويتم وضع الفراغ المسخن في قالب تزوير مثبت على جهاز تزوير القالب ليتم تزويره. 1. العملية الأساسية لتزوير القالب عملية تزوير القالب: القطع ، والتسخين ، والتزوير المسبق ، والتزوير النهائي ، واللكم ، والتشذيب ، والتبريد ، والتلطيف ، والطلاء بالطلاء. العمليات الشائعة الاستخدام هي الإزعاج ، والإطالة ، والانحناء ، واللكم ، والتشكيل.
معدات تزوير القالب الشائعة معدات تزوير القوالب الشائعة تشمل مطرقة تزوير القالب ، مكبس تزوير القالب الساخن ، آلة تزوير مسطحة ومكبس احتكاك.
بشكل عام ، تكون الشفاه المزورة ذات جودة أفضل ، ويتم إنتاجها بشكل عام عن طريق التزوير ، مع بنية بلورية دقيقة وقوة عالية ، بالطبع ، السعر أكثر تكلفة أيضًا.
تعد كل من شفة الصب والفلنجة المزورة من الطرق الشائعة لتصنيع الشفاه. انظر متطلبات القوة للأجزاء التي سيتم استخدامها. إذا لم تكن المتطلبات عالية ، يمكنك أيضًا استخدام شفة الدوران.
شفة القطع
على اللوحة الوسطى ، يتم قطع القرص ذو القطر الداخلي والقطر الداخلي للشفة مع كمية المعالجة مباشرة ، وتتم معالجة ثقب الترباس وخط المياه. تسمى الشفة المنتجة على هذا النحو شفة مقطوعة ، ويقتصر القطر الأقصى لمثل هذه الحافة على عرض الصفيحة الوسطى.
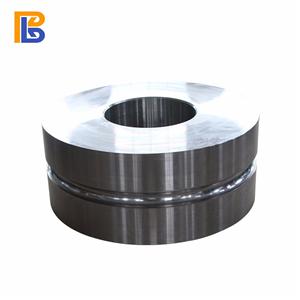
شفة متدحرجة
تسمى عملية قطع الشرائط بالصفيحة الوسطى ثم دحرجها إلى دائرة تدحرج ، وتستخدم لإنتاج بعض الشفاه الكبيرة. بعد نجاح اللف ، يتم اللحام ، ثم يتم تنفيذ التسطيح ، ثم تتم معالجة عملية خط الماء وثقب الترباس.
معايير الإنتاج
المعيار الوطني: GB / T9112-2000 (GB9113 · 1-2000 ~ GB9123؟ 4-2000)
معايير وزارة الصناعة الكيميائية: HG5010-52 ~ HG5028-58 ، HGJ44-91 ~ HGJ65-91 ، سلسلة HG20592-2009 ، سلسلة HG20615-2009
معيار وزارة الآلات: JB81-59 ~ JB86-59 ، JB / T79-94 ~ JB / T86-94 ، JB / T74-1994 [1] معيار وعاء الضغط: JB1157-82 ~ JB1160-82 ، JB4700-2000 ~ JB4707 - 2000 B16.47A / B B16.39 B16.
سنختار دائمًا العملية الأنسب لكل عنصر تزوير ، من أجل تصنيع منتج بجودة مستقرة خلال أقصر وقت ممكن. نحن نضمن أن منتجنا للتوصيل لديه أطول عمر خدمة للمنتجات المماثلة بينما بتكلفة منخفضة للغاية. ...more